JoeFischer Designs
Construction
PROCESSES
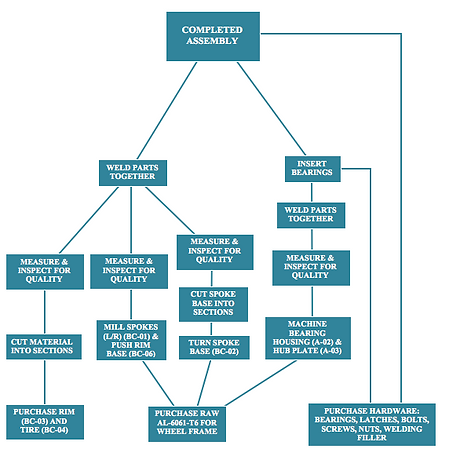
Processes for construction of this project include:
-
Welding. Heli-arc for aluminum.
-
Milling, lathe, CNC machining custom parts.
-
Grinding, finishing, painting.
-
Drilling, tapping threads.
-
Use of purchased parts and modified parts from production model wheelchair and bicycle wheels.
PARTS LIST
-
Standard 1/2” wheelchair wheel bearing (x2)
-
24” x 1” solid rubber tire section (x6)
-
24” x 1” aluminum tire rim section (x6)
-
Aluminum cylindrical hub (x1)
-
Aluminum hub plate (x1)
-
Steel 1/4” – 20 UNC hex flange bolt (x6)
-
Spring loaded pin latch (x6)
-
Latch barrels (x6)
-
Aluminum spoke section (x12)
-
Aluminum spoke base (x6)
-
Aluminum mid-spoke section (x6)
-
Standard wheelchair push rim (x1)
-
Optional pushrim handlebars (x6)
MANUFACTURING ISSUES
Time way a large factor in terms of how much was accomplished on this project. 90% of the parts were manufactured out of raw material, by myself for this wheel, and many of the purchased parts were modified. There were also cutting errors on some of the manual operations for the spokes and hub in which new material had to be repurchased and cut again.
Another issue that was addressed was the tire and rim assembly. These were purchased for a specific reason since the tire was solid and could be segmented. Once segmented, the rubber tire shrank and did not fit the new collapsible wheel assembly. A new tire was obtained and cut again, this time compensating for the percent of shrinkage that occurred the first time. The matching tire rim was specifically chosen because it was aluminum and needed to be welded to the spokes, which are of the same material. But what was not mentioned was that the rim was anodized, so the rim had to be sanded before welding.
Lastly, there were issues with tolerances during the welding process. The tolerances on the spoke slots were deliberately small in order to support stability and the sections locking into place. But in order to keep the tight tolerances like the ±0.005” wide slot, for example, the welding had to be set up perfectly. During the welding process, the extreme heat causes the material to warp and bend. Jigs were set up and the work piece was clasped to the best of its ability, but ultimately the spokes still warped 1 to 3 degrees. This caused some of the slots to not line up. In order to fix this, the slots were grinded and chamfered to allow the sections to fit together.


